
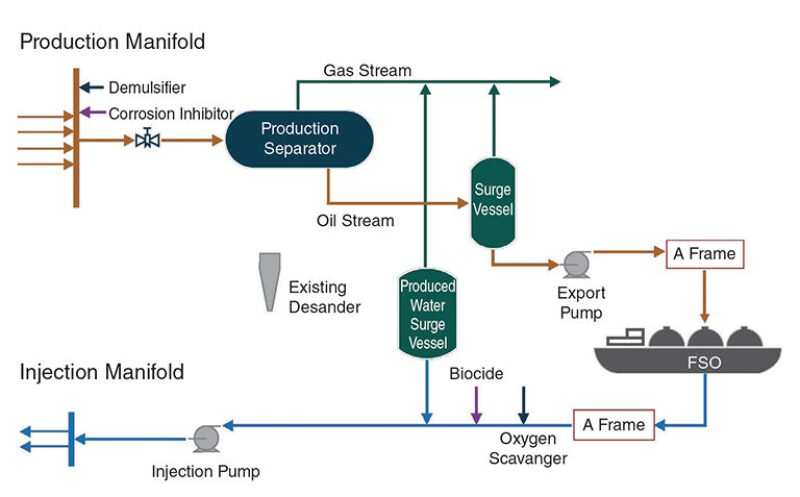
An operator in the western Gulf of Thailand installed two water-management partial-processing systems on its mobile offshore production units (MOPUs) to increase oil production. Water removed at the production manifold is treated and transferred directly to the injection system, thus bypassing primary separation, transfer piping, fluid heating, and floating storage facilities. Water debottlenecking increased oil production by 80% and reduced the in-field transfer volume by 62%.
Introduction
In mature oil basins, the ability to sustain oil production depends on managing an increasing volume of produced water. The partial-processing method seeks bulk (not complete) removal of a throughput-constraining phase from oil and gas production using compact processing equipment.