

A previous attempt to drill an exploration well in ultradeep water in the Gulf of Mexico (GOM) did not reach its objective because of an inability to maintain a water-based-mud system light enough to maintain circulation. For the next round of exploration drilling, a controlled-annular-mud-level-type dual-gradient-drilling (DGD) system was applied successfully on this well in 2260-m water depth. This method compensates for the annular friction pressure by reducing the riser level according to the circulation pump rate.
Introduction
A specially designed drilling system was built for PC Gulf in 2011. This DGD system was to be used on Saipem’sScarabeo-9 semisubmersible drilling rig. On the basis of experience gained with the previous offset well, Y-1, the system was considered a key tool to reach the planned total depth of Well C-1 by maintaining full mud returns should a narrow margin and a low-pressure scenario be encountered.
Given the challenging metocean conditions in the area of operation, another major advantage of this deepwater managed-pressure-drilling (MPD) system is that the surface components of the riser system are not modified, so the weather capability of the rig is not changed, which often is a problem with rotating-control-device (RCD) -based systems. Also, because of the fluid level in the riser remaining unaltered by rig movements, there is no masking of influxes or losses by heave.
Delivery of the DGD system to the Scarabeo-9 occurred in October of 2011, and installation and site-based commissioning took place while the Scarabeo-9 transited from Singapore to the GOM over a 2-month period. The system was first used on the J-1 well for another operator from mid-February to mid-May of 2012. Modifications as a result of lessons learned were implemented before spudding of Well C-1.
DGD System
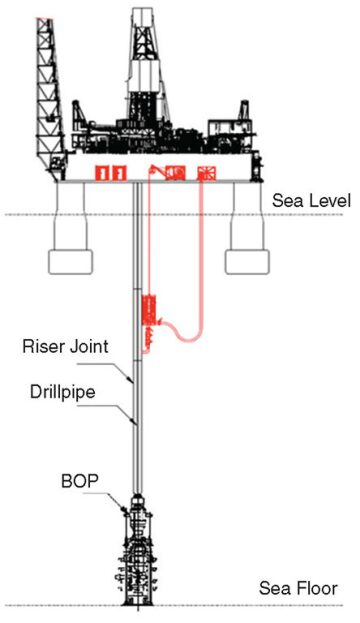
This DGD system is designed for drilling post-blowout-preventer (BOP) sections. The system uses a subsea pump installed on a modified riser joint (MRJ) to manipulate the height of the drilling fluid in the riser annulus. By manipulating the fluid level in the riser, it is possible to alter the hydrostatic pressure seen by the wellbore, thus controlling the bottomhole pressure (BHP) while drilling.
The DGD system’s effect is best compared to that of a conventional, RCD (backpressure) -based MPD system: While the RCD system virtually extends the height of a light fluid column by applying backpressure, leading to a steep mud-pressure gradient, the DGD system reduces the actual height of a heavier fluid column, which allows for a significantly flatter mud-pressure gradient much closer to nature. This leads to a significantly lower pressure exerted on the often weak casing shoe while maintaining the required pressure to control moveable formation content deeper in the drilled interval.
For this specific operation, a three-stage subsea pump module (SPM) was installed on an MRJ to pump the mud returns back to the surface from a depth of 400 m. Fig. 1 presents a system overview.
The MRJ was run as a single joint (50 ft) through the rotary table (the other joints were run as 100-ft doubles) without assistance from the DGD-system crew. After preparations were made in the moonpool (creating space among line cables and sheaves), operations to make up the SPM to the MRJ took place. Fig. 2 illustrates the MRJ being interface tested with the SPM onboard the Scarabeo-9 during transit.

The project had a fast-track approach. The system had to be taken from concept phase through design, fabrication, assembly, and testing within a period of 6 months. Design and delivery of the MPD system was challenging because of the short time frame and the location of the various key components. The DGD pump module was fabricated in Norway, the riser joint was fabricated in Singapore, and the BOP-trolley-insert-deployment system was fabricated at the Keppel shipyard.
C1 Well
The C1 well was spudded on 25 May 2012 in 2260-m water depth. The DGD system was run together with the BOP and riser after the 20-in. casing and high-pressure wellhead had been installed and cemented. The DGD SPM was connected to the drilling riser in the moonpool. This operation took approximately 3 hours, including 1 hour of online time to pick up and connect the SPM and to perform functional testing. The SPM was lowered approximately 10 m below the splash zone before activation of the system. Once the SPM was started, it was flow tested successfully with seawater.
Drilling the 17½-in.-Hole Section
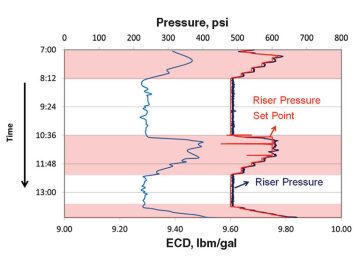
The 17½-in. section was started with a mud weight (MW) of 9.2 lbm/gal. After letting drilling parameters stabilize, the riser level was taken down in steps until it was at 150 m, corresponding to an equivalent circulation density (ECD) of 9.0 lbm/gal. Total flow from rig pumps was 1,300 gal/min when reducing level, and it was increased to 1,500 gal/min after the level was as desired. After drilling for a few hours, the level was reduced further to 8.9-lbm/gal ECD, corresponding to 183 m on the DGD-system sensors. This level was kept until reaching 3213-m true vertical depth (TVD) when potential severe-weather conditions necessitated a temporary stop in operation. Drilling was resumed, and the riser level was taken down first to 150 m, then to 200 m. ECD measurements from the pressure-while-drilling (PWD) tool were used to verify that ECD was at the desired level (8.9 lbm/gal). Fig. 3 shows (from a different well) ECD reduction (from PWD readings) when the riser level is reduced.
Some issues with cooling capacity on the DGD system caused by an insufficient rig water supply necessitated 1,500 gal/min as the maximum flow rate with 200-m riser level. This was well above the specified 1,200 gal/min, and the DGD system pump ran at only 70% power output.
On several occasions, troubleshooting on suction problems on the rig mud pumps required a stop in drilling. On these occasions, the riser was filled and the SPM isolated. Reducing the level again took between 6 and 12 minutes.
The booster and top-fill pump ran during the connection. The ECD drops a bit less because of loss of annular friction, but in this part of the well, that is allowable. Connection time was thus minimized as much as possible. The proportional-integral-derivative controller was able to keep the riser pressure within a window of ±12 psi when stopping and starting pumps on connection.
When approaching 3450-m TVD, the riser level was increased to 160 m to yield 9.2-lbm/gal ECD. The ECD was then increased to 9.4 lbm/gal to balance a potential increase in pore pressure. This ECD was maintained until 3800-m TVD. Because of the ability to keep the ECD at the desired level, the total circulation rate during drilling was maintained at 1,650 gal/min (1,200 gal/min on string and 450 gal/min on riser boost pump), ensuring good hole cleaning. After passing 3800-m TVD without any signs of a pressure ramp, the riser level was again dropped to 200 m to increase the rate of penetration (ROP). This level was maintained until 3863-m TVD, where it was increased because of an imbalance in flow-in/-flow-out readings. The active pit remained stable. At 3866 m, section total depth was called.
For a discussion of the process of cementing the 13⅜-in. casing, please see the complete paper.
Drilling the 12¼-in.-Hole Section
The 12¼-in. section was drilled with 9.7‑lbm/gal mud. The riser level was initially drawn down to achieve 9.5-lbm/gal ECD (150-m level reduction), but was increased when approaching 4200-m TVD because of an anticipated pore-pressure rise. In the upper part of the section, the level was kept constant on connections, but as drilling approached the reservoir section, the riser was filled for each connection to keep constant BHP. To minimize time consumption, the riser was filled rapidly while the driller staged down the rig pumps. The same effect as in the 17½-in. section was seen—when lowering the level in riser, the ROP increased. The high flow rate achieved resulted in good hole cleaning in the smaller hole size.
During drilling, the top-fill pump was running all the time. This constant-flow monopump delivers approximately 1 bbl/min and serves to remove the effect of gas buildup in the riser. It was left to run on connections and was shut down only during flow checks.
Flow checks were performed by stopping all pumps and closing the DGD-system riser valve. No anti-U-tube valve was used, and there was therefore a small U-tube flow from the string that was fingerprinted. This would stabilize completely within 5 minutes. A continuous-circulation system is seen as a very valuable complement to the DGD system in the future, when the SPM is set much deeper and the U-tube effect becomes severe. This would alleviate the need for potentially troublesome anti-U-tube valves.
Well-Control Considerations
Well C-1 was drilled with conventional methods of influx detection. The return flow was into the starboard flowline, gravity fall through the flowmeter, and then to the shale shakers. Because the DGD-system pump is below the slip joint, the return flow is not affected by vessel motion. In addition, the power consumption of the SPM’s centrifugal (disk) pumps was monitored because it is related directly to the volume (not pressure) of the mud pumped. Therefore, variations of the power consumption are an excellent kick-/loss-detection instrument with steady-state flow in.
During drilling of the 17½- and 12¼-in. section, the effective ECD was measured with the PWD tool and was at all times kept above the pore pressure. There were no incidents relating to influxes into the wellbore while the DGD system was in use.
The static flow-check method used was to close the riser isolation valve and isolate the DGD-system pump, then close down the rig pumps and stop top fill. The string volume would now partially U-tube back to the riser, but with an identifiable reduction in flow to a static level that was fingerprinted with an on-screen real-time plot on the control panel used by the operators.
In the 12¼-in. section, the theoretical drilling window was narrower than it had been previously, so on connections, the riser was filled before stopping the pump and making connection. The booster pump was running until connection was made. Then, it was turned off to speed up the process of reducing riser level. Lowering the riser level was performed while drilling. This way, the total time for connections ranged between 18 and 25 minutes, no longer than a connection made during conventional drilling.
Tripping
For each trip in the 17½- and the 12¼-in. section, the riser was filled before tripping commenced. The trip was then performed conventionally on the trip tank with the DGD system isolated. The contingency plan was to trip the drillipipe/bottomhole assembly with the riser level below surface. In this case, the riser itself acts as the trip tank. The pressure sensors on the SPM are accurate enough to measure a 0.05-bbl variation in the riser level, which is more than adequate for tripping.
This article, written by JPT Technology Editor Chris Carpenter, contains highlights of paper SPE 166272, “First Successful Commercial Application of Dual-Gradient Drilling in Ultradeepwater Gulf of Mexico,” by Robert Ziegler, Mohd Saiful Anuar Sabri, and M Ramdan B Idris, Petronas, and Roar Malt and Roger Stave, AGR Enhanced Drilling Solutions, prepared for the 2013 SPE Annual Technical Conference and Exhibition, New Orleans, 30 September–2 October. The paper has not been peer reviewed.