
Statoil, operating the Troll field in the Norwegian sector of the North Sea, wished to run a deep sidetrack from the main bore in a multilateral well that would exit through the liner in the reservoir. Several zonal-isolation methods had been evaluated, but on the basis of previous experience Statoil decided to use swellable-packer technology. Testing revealed that this type of completion would exceed the necessary requirements. The installation was performed from a semisubmersible rig ahead of plan.
Introduction
The Troll field lies approximately 65 km west of Kollsnes, near Bergen, Norway. Although the field historically has produced large amounts of oil, it is now primarily a gas producer and contains approximately 40% of the total gas reserves on the Norwegian continental shelf. The gas reservoirs, which are 1400 m below sea level, are expected to produce for at least another 70 years.
The massive Troll A platform produces gas, while Troll B, a floating process and accommodation platform with a concrete hull, and Troll C, a floating process and accommodation platform with a steel hull, produce from thin oil-bearing layers in the Troll West reservoir. The thin oil layer is between 22 and 26 m thick in the Troll West oil province and is between 11 and 13 m thick in the Troll West gas province. In order to recover oil from the thin layer, it has been necessary to develop advanced drilling and production technology. All of the more than 110 production wells to be drilled are horizontal wells. This process requires two-phase drilling.
The first phase drills down to the reservoir, 1600 m beneath the sea bottom, and then the second phase drills to 3200 m in a horizontal direction through the reservoir. Twenty-eight of the wells are multilaterals that have two or three horizontal laterals.
The well in question faced several challenges normally not seen in Troll multilateral completions, including standalone-screen completion with zonal isolation, well paths with doglegs and a completion total depth (TD) of more than 6000 m, top completion with zonal isolation and zonal control for four zones, and the need for dual pressure and temperature monitoring for all oil zones.
The lower completion had been designed with specially developed inflow-control-device screens that had been designed to allow running of a 4.×3.‑in. top-completion inner string. Consequently, the reservoir had to be drilled with a 9.-in. hole. Three 7×8.-in. swellable packers were designed for integration in the screen blank pipe, isolating the reservoir into three separate oil zones and a separate gas gap. Screen-drag simulations revealed helical buckling for a one-stage lower completion to TD. Hence, a lateral-liner wash-down system (LLWDS) was adopted for a two-run installation. Using the LLWDS, 1000 m of drillpipe-conveyed 6⅝-in. screens could be run to TD and dropped off in the toe of the well. The remaining 3500 m of screens and blank pipe with zonal-isolation swellable packers could then be strung into the openhole liner top, providing complete sand control.
The top completion was designed with three dual gauges. Also, three 3.×4.-in. cable swellable packers were spaced out in the top-completion inner string in accordance with the external lower-completion swellable packers. Three 3.-in. hydraulic flow-control valves were integrated into the top-completion inner string to allow individual-zone control inside the sand screens. Additionally, a hydraulically operated six-position gas lift valve was installed below the production packer, allowing natural gas lift.
Feed-Through Swellable-Packer Technology
Packer Design and Relevant Applications. Swellable-packer technology comprises standard oilfield tubulars with layered rubber chemically bonded along their lengths. Once exposed to hydrocarbons, the rubber element swells to form an effective annular seal through an absorption process known as thermodynamic absorption (Fig. 1).
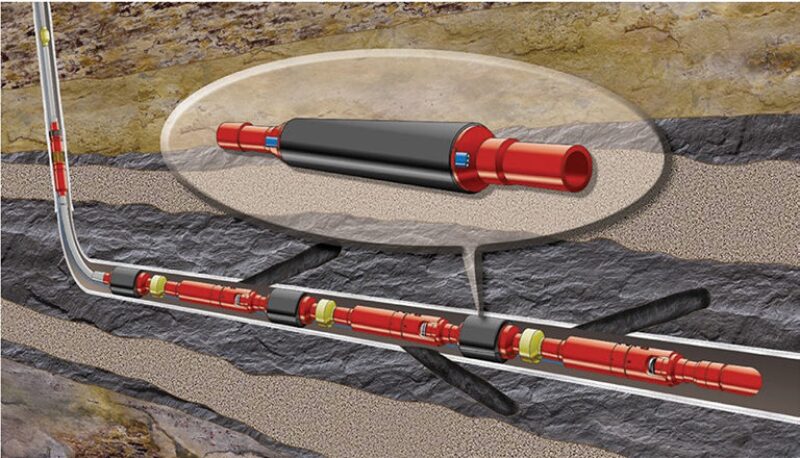
The swellable-packer/cable system is an annular-isolation cable-feed-through packer for both openhole and cased-hole completions that improves on the conventional approach to running feed-through lines through completion packers by completely eliminating the requirement to cut, strip, and splice in control and communication lines for the feed-through process. Instead, the swellable-packer/cable system is manufactured with custom molded grooves through the element to fit the control lines that will be run through it. A slit is then cut in the element down to the depth of the groove so that it can be accessed during the wellsite installation. An engineered running tool is used at the wellsite during installation, and the control lines are fed continuously into the element by the tool as the packer is run through the rotary. The self-healing properties of the swellable-packer rubber ensure sealing around the control lines and against the casing as the packer swells and seals downhole. This enables the passage of individual control lines, flatpacks for downhole monitoring, and control devices through the packer.
Testing
Stage 1: Small-Scale Swelling-Speed Testing. A standardized test sample, 2.875 in.×4.2 in.×0.1 m, with two layers of Type A delay barrier representing the packer, was tested at well conditions (65°C crude oil) to verify swelling speed (Fig. 2). The test showed that the time to first seal for the packer in a 6.16-in. hole would be approximately 24 days. A 3.5×5.78-in. SP OS packer was found to reach 6.16 in. in approximately 24 days at 65°C.

Stage 2: Full-Scale Differential-Pressure (DP) Testing. A full-scale test packer on 3.-in. base pipe with an outside diameter (OD) of 5.78 in. and an element that is 2 m in length with two 23×12-mm flatpacks and one 11×11-mm control-line feed through (Fig. 3) was tested for DP capacity in a 6.16-in.-inside diameter (ID) test unit. The temperature was set to 100°C to speed up the process. After 4 days, the testing personnel noted that the swellable packer had started to seal the 6.16-in.-ID test unit, as DP over the rubber element was observed. After 7 days, the swellable packer held the required 70 bar of DP, and Statoil agreed to continue testing until failure of the rubber element occurred. After 21 days, the packer sustained a stable 202-bar DP. The SP OS L was subjected to a maximum DP of 231 bar, at which point the element failed.

Results
Stage 1: Small-Scale Swelling-Speed Testing. The standardized Stage 1 test sample was prepared with L 2A design (swelling delay as designed in the computer software program used to predict swelling) before inserting it into the test unit filled with well fluid. Temperature was held constant at 65°C for the entire test period. The test was run with an automatic display sensor and was monitored continuously.
The swell test showed that the 3.5-in.×5.78-in.-OD packer with L 2A design sealed the 6.16-in. hole within 24 days. The simulation provided a sealing time frame of 19 days. The test results and simulations were quite close up to approximately 6 days. After 6 days, the test sample swelled at a slower rate than the simulation had anticipated. The deviation between simulated and test results is caused by a test effect, volume dependence, often seen when testing in crude oil. The results are similar when the crude oil is fresh, but, in time, swelling will slow down as the rubber takes up the lightest and fastest-swelling C-components first. In a well, where there are unlimited volumes available, a slowdown in swelling speed such as that seen in the test will not occur. Therefore, the swell test verifies simulated swelling speed for the first 5 days, and the simulated curve should be used to derive long-term swelling speed.
The actual test results were significantly slower than the simulations after 5–6 days, which indicates that the lighter components of the crude oil were used, and that the test sample started swelling more quickly when the heavier components in the crude became available. This effect will not occur in a real well situation, where the swellable packer will have a near-infinite amount of crude available.
Stage 2: Full-Scale DP Testing. After the initial swell-speed test, a full-scale test was prepared to show that the swellable packer had the capacity to seal at the 70-bar DP required. To speed up the testing, there was no delay barrier placed on the rubber element, and the test temperature was set to 100°C. Testing showed that the packer held 202 bar, which is approximately three times the required pressure. The test result was 28% higher than the simulated capacity of 157 bar for this design.
With elevated temperature and no delay barrier, the packer started to seal against the 6.16-in. test unit within 4 days. The 70-bar DP was reached within 8 days. After approximately 21 days, the packer held a DP of 202 bar. Maximum pressure observed before breaking the element was 231 bar.
Case-History Installation
The operation in the Troll field was performed from a semisubmersible rig without the occurrence of any health, safety, or environmental incidents. An average drilling rate of penetration of 288 m/d was achieved while drilling the 4440-m, 9.-in. reservoir section. Drilling and completion were completed by 9 September 2011, and the complete job was performed within 32 days (8 days ahead of schedule).
The entire swellable-packer installation, involving feed through of continuous control lines and cables, took only 45 minutes per packer. For comparative purposes, standard hydraulic-set packers requiring splicing and testing above and below the packer will normally require at least 12 hours per packer.
All downhole valves and gauges are functioning properly. Zonal isolation has been confirmed by selective closure of the flow-control valves.
This article, written by JPT Technology Editor Chris Carpenter, contains highlights of paper SPE 160060, “First Intelligent-Well Completion in the Troll Field Enables Feed-Through Zonal Isolation: A Case History,” by Bjørn Olav Dahle, Statoil, and Peter E. Smith, Geir Gjelstad, and Kristian Solhaug, Halliburton, prepared for the 2012 SPE Annual Technical Conference and Exhibition, San Antonio, Texas, USA, 8–10 October. The paper has not been peer reviewed.