
Deepwater field developments are regarded as standard technology in several areas of the world, but in harsher environments, extreme design loads and increased fatigue loading become more challenging. In particular, risers and mooring solutions are vulnerable to loading conditions in harsh environments. Development solutions that work well in more-benign environments may not work as required in deepwater harsh environments such as those offshore Norway.
Introduction
Floating production systems in harsh environments have long been in operation, but have been limited to water depths of 400 to 500 m. Deepwater floating production systems have been in operation in benign environments such as offshore Brazil, west Africa, and the Gulf of Mexico (GOM) for almost 2 decades. After Hurricanes Katrina and Rita, the design level for the GOM has been increased, and one can argue that the GOM is no longer considered a benign environment. But tropical-storm areas such as the GOM have significantly less dynamic loading in general than harsh-environment areas such as offshore Norway.
Currently, Statoil and its partners OMV and ConocoPhillips have sanctioned the gasfield development Aasta Hansteen in 1300-m water depth in the Norwegian Sea. Field developments are moving into deeper waters in some of the harshest conditions in the world.
Concept Selection: Deepwater Floating Production in Harsh Environments
Aasta Hansteen is a rich gas field located 300 km from shore. It consists of three reservoirs, and the drainage strategy is pressure depletion. Dry trees offer no benefits; therefore, the field will be developed with subsea trees, seven in total, tied back to a floating production facility. There is also a limited amount of condensate present.
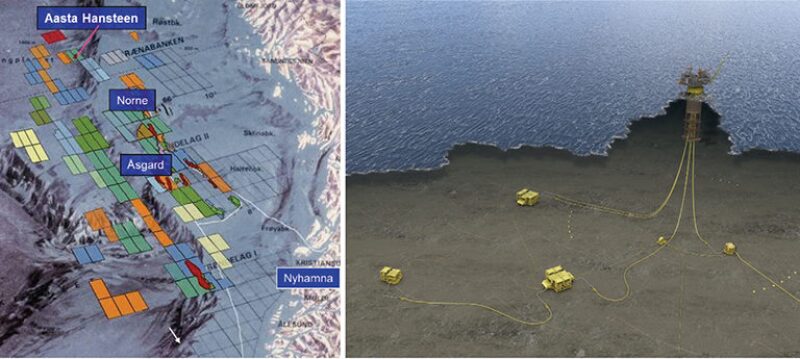
The plant processing capacity is higher than needed because the development opens a new area; the production facility will be used as a hub. The treated gas will be exported through a new approximately 500-km-long pipeline to Nyhamna for final processing and further export (Fig. 1 above), and the produced water will be cleaned and disposed of at sea. However, the small volumes of condensate caused some challenges for concept selection. Economically, the condensate is more of a burden than a value because a solution is required for the limited production. Export through the pipeline was not feasible from a flow-assurance standpoint; and, because the closest existing facility with storage capacity is 150 km away, a separate condensate-export pipeline was not attractive either. Therefore, local storage of 25 000 m3 of condensate and offloading was required at the lowest possible cost.
Because the large storage capacity provided by a ship-shaped floating production, storage, and offloading (FPSO) vessel was not required by Aasta Hansteen, alternative solutions were studied to identify the most cost-effective solution. The use of circular-shaped FPSOs is a field-proven concept in shallow water in the North Sea and the Barents Sea. The potential of a circular FPSO was also studied for the Aasta Hansteen project, and it was the preferred concept. In the interests of competition, however, alternative solutions were studied in the next screening phase, including subsea tiebacks to a floating production unit located in shallow waters. The shallow-water solutions were not competitive, but one alternative deepwater-floater concept was the spar concept. The spar is a popular deepwater concept because of its favorable motions in storm conditions, which is beneficial for riser solutions such as steel catenary risers (SCRs). Except for the Kikeh spar offshore Malaysia, all spars are installed in the GOM, and even though the hard tank in the spar hull can provide storage capacity, no spar hulls are used for storage. Therefore, use of a spar FPSO in the harsh environment offshore Norway would definitely require technology qualification.
An important driver for the concept selection was the riser solution. Because no deepwater risers have been installed offshore Norway to date, all riser solutions would require some qualification work. On the basis of Statoil’s costly experience with gas export through rough-bore flexible risers, there was a desire to avoid the flow-induced pulsations (FIPs) caused by the carcass in the flexibles. With subsea trees, there is no need for top tension risers, and then the only riser solutions that eliminate FIPs are SCRs, smooth-bore flexible risers, or a hybrid riser solution with smooth-bore jumpers. Use of a hybrid-riser solution would eliminate the water-depth challenge for the smooth-bore flexible riser because the vertical steel riser section bridges most of the water column. However, because of its complexity and costs, the hybrid-riser solution was not chosen for the Aasta Hansteen project.
With the FIP challenge and the need for technology qualification for smooth-bore flexible risers, the preferred riser concept was the use of SCRs. The hang-off area and the touchdown area are critical sections for the SCRs, and floater motions are critical to achieve a robust SCR concept. Model tests were carried out, and ultimately the spar FPSO was the selected hull concept because its motions gave the most robust SCR solution and it was the most cost-effective concept.
Spar FPSO and the Need for Technology Qualification for Installation in Deepwater Offshore Norway
Because the spar used in the Aasta Hansteen project would be the first spar offshore Norway—and the first ever with storage and offloading combined with the first SCRs used on the Norwegian continental shelf—the need for a technology assessment to establish a technology-qualification program was evident. In addition, the spar will be the largest in the world, with a topside dry weight of 22 600 t, a hull dry weight of 41 000 t, and a total displacement of 165 000 t. The diameter of the hard tank is 50 m, and total length of the hull is 195 m.
Both a truss-spar design and a new type of spar with a “belly” were studied, requiring different types of qualification. Model testing has already been mentioned as essential in documenting the global response. The design waves in the GOM are not far from the design waves at Aasta Hansteen, but the associated peak periods are longer and there might be wave energy at periods up to 30 seconds. Hence, the natural period in heave must be shifted toward a longer period than in the GOM to avoid any resonance problems. Heave/pitch instabilities must also be avoided. Additionally, vortex-induced motions (VIMs) are another spar characteristic that must be limited. Therefore, comprehensive model tests were carried out for both spar concepts to confirm predicted response. While strakes are commonly used to control VIMs in the GOM, the model tests revealed that the waves in the Norwegian Sea dampened the VIMs and that no strakes were needed for the truss-spar design. The effect of increased fatigue loading was also thoroughly addressed for critical sections such as the connection between the hard tank and the truss section, and the pull tubes. However, with proper structural design, these issues were managed.
The storage consists of four separate compartments located below the zone at risk of ship collisions. The tanks are surrounded by cofferdams to prevent leakages. Two separate access shafts are provided for normal operation and maintenance.
Offloading of the condensate to shuttle tankers will be performed by pumps submerged in welded caissons from the topside cellar deck. The design principle is that all hydrocarbon-containing systems shall be determined on the process side of the topside cellar deck. All valves, headers, and flanges in the hydrocarbon-containing systems shall be located topside to minimize risk of leakages and required operator attention in the hull. The design allows simultaneous loading and offloading. Condensate offloading will be carried out approximately once a month.
The marine operations connected to upending and topside installation are another challenge for a spar offshore Norway. The standard GOM approach of upending the hull at the field and installing the topside with a heavy-lift vessel is regarded as too risky in the harsh environment offshore Norway. Fortunately, Norway has several deep fjords providing sheltered areas for upending of the hull and installation of the topside before towing to the field. Upending and installation of the topside for Aasta Hansteen will be carried out in a fjord close to Stavanger. The Aasta Hansteen topside will be installed by mating. Mating was also used for the installation of the Kikeh topside. Thorough assessments have been carried out to ensure feasibility and robustness for the selected manner of carrying out the marine operations. The hull and topside will be fabricated in South Korea and transported by dry tow to the fjord outside Stavanger for assembly.
For a thorough discussion of the mooring system used, please see the complete paper.
SCRs
Statoil has been working with qualification of SCRs for many years in order to have them available as riser solutions for its deepwater field developments. The focus has been on critical areas such as the hang-off area and the touchdown zone. Documenting sufficient fatigue life for the SCRs is very often the most challenging task, especially in the touchdown zone. Fatigue damage caused by wave loading is one contributor, but the largest uncertainty is linked to fatigue damage caused by vortex-induced vibrations (VIVs) of the risers. VIVs have been studied for many decades, but the uncertainty is still considerable. Strakes are commonly installed more or less along the entire free-spanning part of the SCRs to limit VIVs to manageable levels. Although one alternative to strakes is to use fairings, strakes were chosen in the Aasta Hansteen project to limit VIVs.
At hang-off, the stresses for the SCRs will be controlled by support from the pull tubes. A riser-integrity-management system is under development by the project, including riser monitoring, to ensure that the risers respond as predicted to the various loadings.
This article, written by JPT Technology Editor Chris Carpenter, contains highlights of paper OTC 24511, “Deepwater Floating Production Systems in Harsh Environments: A Look at a Field Development Offshore Norway and the Need for Technology Qualification,” by T.S. Meling, Statoil, prepared for the 2013 Offshore Technology Conference Brasil, Rio de Janeiro, 29–31 October. The paper has not been peer reviewed. Copyright 2013 Offshore Technology Conference. Reproduced by permission.