

This paper discusses the use of clamp-on sonar flowmeters to minimize losses associated with well testing and to gain the subsequent benefits seen with respect to production optimization and well deliquefication. Clamp-on sonar flowmetering is a nonintrusive technology that measures the flow velocity of the fluid stream. This intensive well-management strategy has assisted in reducing the production decline of the East Brae field in the North Sea.
Introduction
The East Brae platform (Fig. 1 above) is located 275 km northeast of Aberdeen in Block 16/3a in a water depth of 110 m. The reservoir comprises high-permeability sands deposited by turbidity currents. The reservoir has an average porosity of 17% and an average permeability of 558 md. The platform initially started producing condensate, while reinjecting the gas, in December 1993. Exporting of the gas began in 1994, and reinjection was phased out. The current topside holds a low-pressure (LP) separator (test separator) operated at 217 psig, a high-pressure (HP) separator (first-stage separator) currently operated at 406 psig, and second- and third-stage separators. It also includes a gas-processing and -dehydration plant, three gas-compression trains, and produced-water-processing facilities for discharge into the sea.
There are currently 12 producing monobore wells on the East Brae platform. Former gas-injection wells have now been converted to producing wells. The wells are inclined up to a maximum deviation of 45°. The reservoir fluid is a retrograde gas condensate that exhibits compositional variation with depth. The reservoir has an active aquifer that has encroached into the producing layers as reservoir pressure has depleted through production.
Background: Allocation and Well Testing
On the East Brae platform, production allocation for the wells has typically been carried out by individual well tests of each well in the test separator on a monthly basis. The well test records the amount of oil and gas produced from a well during the first stage of separation. The oil and gas are then processed further in the plant. Some of the oil is vaporized into the gas phase as it is stabilized in lower-pressure separators, and some of the gas is liquefied as it is cooled and compressed. As a result of these equilibrium changes, the oil and gas rates exported from the platform (known as its “potentials”) that are attributable to a single well are not directly comparable with the oil and gas rates measured at the test separator for that well.
In 2010, a modification was carried out on the plant to recover the gas from the test separator when operated at LP. The test-separator crossover connects the test-separator gas line to the suction of the LP compressor. The second- and third-stage-separator gas lines are also connected to the LP compressor. The test-separator crossover allows the test separator to be operated at pressures as low as 188–217 psig with the gas being routed to the LP compressor and the oil being routed to the third-stage separator. This enables suitable production wells to be routed to the test separator at LP at times when the separator is not in use. The LP compressor is currently the limiting factor in the system, with a maximum throughput of approximately 46 MMscf/D. Because the production potential of the wells exceeds this capacity, a cycling regime has been implemented to maximize production.
Flow Assurance: Liquid-Loading Issues
Liquid loading is a major issue on the East Brae platform because of water influx from an active aquifer and declining reservoir pressure. Aquifer encroachment has been controlled historically by the setting of plugs, ideally at significant shale barriers, to isolate water production from the lower watering-out layers and allow dry-gas production from the upper layers. The lower sands in the wells were perforated first to encourage this water-flow behavior. All wells have now been fully perforated, and most wells are producing from the upper one to three sand horizons. A high-permeability water-conduit streak has also been observed in the top sand in some wells. This has been partially solved with the introduction of straddle shutoff plugs, but, where this is not possible, the well has had to be produced with this unwanted water. Deliquefication solutions, which look either to reduce the water content or to increase the gas rate above the critical rate, were required for production of the remaining gas and associated water.
A simplistic comparison-modeling exercise was performed that compared the benefits of different methods of deliquefication for Well A2 at the point at which the critical gas velocity was reached (for further details of this exercise, please see the complete paper). The model incorporated a very small connected gas tank and other assumptions, but surface compression, through which the well’s reception pressure was dropped by 145 psig, clearly yielded the most recovered gas when compared with other deliquefication methods.
Sonar Well Testing
Sonar technology involves observing the naturally occurring coherent vortical structures within the flow (generated because of turbulence) by monitoring interactions of externally generated acoustic pulses (pulse arrays) with those coherent structures. The subsequent processing algorithms involve analysis of the spatial wavelength and temporal frequency of the sensor signals over a range of values.
Multiple spatial and temporal wavelengths are plotted to generate a plot that is essentially a high-energy region called the vortical ridge. The slope of this ridge determines the flow velocity. The volumetric flow rate at standard conditions can then be calculated with the pipe cross-sectional area, pressure, and temperature.
Sonar testing is performed bimonthly on all wells on the East Brae platform. The workflow for the sonar-well-testing campaigns is efficient and involves a small footprint in terms of personnel and equipment. The scope of the testing is determined by the production-engineering department and conveyed to the service provider. The equipment, which generally consists of two sonar meters, cabling, and computers, is deployed to the platform. The service provider’s field technician is then mobilized offshore to commence the testing on the basis of the work program. Generally, two sonar meters are run concurrently on different wells. The testing period of each well can vary, depending upon the well activity. Testing is completed on all wells within 3 to 4 days. Sonar metering is performed at the same pipe position during each testing campaign in order to ensure repeatability. The main advantage of sonar metering is that the meters can be clamped onto the pipe directly, thus avoiding flow interference or pressure loss. This also ensures a very short rig-up and rig-down time.
New Approaches to Field Management With Sonar Well Testing
Individual-Well Testing With Sonar Metering. Sonar well tests have been carried out on the platform since July 2010; the tests have been identified as a tool that can aid the well-testing process for allocation. As a result of the installation of the test-separator crossover and the inability of some wells to flow to the HP-separator pressures, the losses associated with well testing have increased. Sonar metering is a tool that aids the well testing required for allocation purposes because it helps limit production losses from long well tests carried out in the test separator.
A number of wells have cyclical huff ’n’ puff or an LP/HP swing-cycle production profile. A traditional well test would usually only last a few hours because of the associated production losses, whereas the sonar testing can monitor the well throughout its entire cycle and over a number of cycles. These data can be used to determine a daily production rate that is more realistic than that from a time-limited well test.
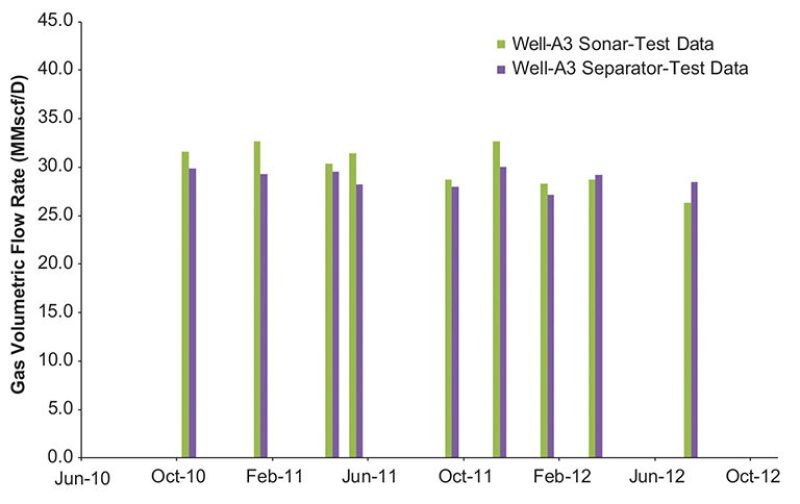
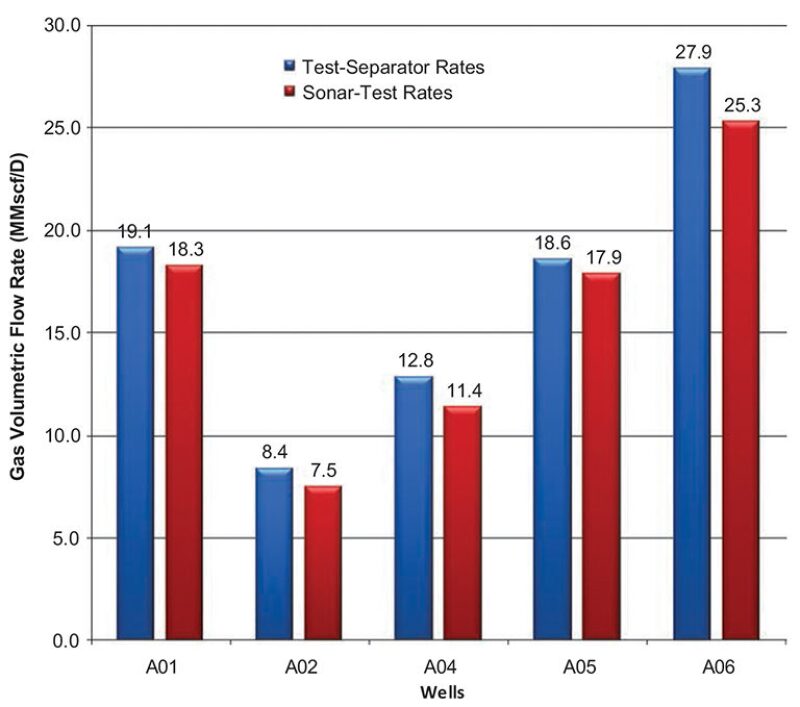
To use the data from sonar metering to complement test-separator testing, a comparison of data from the test-separator gas meter and the sonar meters was carried out. Fig. 2 shows the comparisons between test-separator rates and the sonar rates for Well A3 over a period of 2 years. The difference in measured Qgas (volumetric gas-flow rate at standard conditions) varies between 0 and 10%. Fig. 3 shows the comparisons between test-separator rates and the sonar rates for five wells on the East Brae platform in May 2013.
Production-logging results have also proved useful in modeling liquid loading in the wells. For a discussion of these logging data, please see the complete paper.
Huff ’n’ Puff Well Cycling
In May 2011, Well A2 was on a huff ’n’ puff cycle strategy and a long sonar-test period was established to study the flowing behavior of the well and to see if any improvements could be made. The data indicated that the gas-flow rate from the well flowing into the HP separator was declining from an initial rate of 13 MMscf/D. The well passes below the critical rate, with liquid loading being evident with an unstable flow rate of 4–6 MMscf/D after approximately 6 hours. The well was subsequently shut in for 30 minutes and then reopened. The flow rate increased to approximately 14.5 MMscf/D before declining again to 6.5 MMscf/D. The sonar data from the first flowing period were used by the production team to shorten the flowing period of the well; the well did not see further long periods of unstable flow. Unstable/slugging flow is undesirable because much of the well’s energy is wasted without any resulting liquid production from the well. This cycle was repeated and adopted for the well’s future huff ’n’ puff cycles.
LP/HP Swing Cycle
The LP/HP swing cycle works by conditioning a well in an environment where it flows above its critical rate (i.e., flowing to the LP separator). This means that the water in the near-wellbore region (liquid loaded while the well has been flowing below the critical gas rate) can be unloaded. The unloaded well is then able to flow with improved performance to the HP separator. (For a discussion of sonar tests that highlight the effectiveness of the LP/HP swing cycle, please see the complete paper.)
The current well-cycling procedure for the 12 wells on East Brae involves four hourly LP/HP swing cycles, eight hourly huff ’n’ puff cycles, and direct flow into the LP and HP separators. This procedure is updated after the well performance is assessed with the help of sonar tests, piggybacked test-separator well tests, and other surveillance indicators weekly or ad hoc. Wireless temperature sensors on each wellhead were installed in 2012; sonar metering has been used to calibrate wellhead flowing temperatures.
Some of the wells do not flow for their full flowing period into the HP separator, but if they flow for more than an hour then the benefit is tangible. With the reliance on manual intervention to manipulate the wells, the 4-hour cycle is seen as the optimal frequency for the production team. Also, there are too many wells that can flow only into the LP separator, so some of these wells are huff ’n’ puff cycled to keep their connectivity to the reservoir and balance the production across the well stock. Generally, there are three to four wells at a time flowing into the LP separator. The improved surveillance has helped keep wells producing beyond their forecast. The 95% use of the test separator as an LP separator for production boosting has also flattened the decline of the field.
This article, written by JPT Technology Editor Chris Carpenter, contains highlights of paper SPE 166652, “Use of Sonar Metering To Optimize Production in Liquid-Loading-Prone Gas Wells,” by C.A. Shields and M. Dollard, Marathon Oil UK, and S. Sridhar, G. Dragnea, and M. Illingsworth, Expro Meters, prepared for the 2013 SPE Offshore Europe Oil and Gas Conference and Exhibition, Aberdeen, 3–6 September. The paper has not been peer reviewed.