

Horizontal drilling has evolved over decades to become a trusted well construction technique in mature oil-producing regions. However, many challenges remain in geologically complex drilling environments.
One challenging drilling scenario arises when the drill bit encounters hard stringers interbedded within softer formations like sandstone. The sudden change in rock mechanics in moving from the formation to the stringer often results in deflection of the drill bit and a deviation in the well path known as a dogleg.
The rapid directional changes caused by doglegs lower drilling efficiency by moving the drilling assembly off its planned path, and sometimes, out of the desired reservoir zone. The static loads generated in a dogleg can damage the bottomhole assembly (BHA) and lead to premature bit wear, shortened run life, higher maintenance costs, and more trips downhole. The curved path also increases the risk of stuck casing or completions strings, which can prevent the well from being completed to planned target depth (TD).
An operator of a mature field in the North Sea faced such challenges while drilling multilateral wells through reservoir sections containing hard calcite stringers interspersed in sand formations with low unconfined compressive strength. The operator aimed to keep its lifting costs low by increasing the gross rate of penetration (ROP) through these sections.
But the doglegs created at each stringer often required pulling back to perform a costly, time‑consuming reaming operation to smooth out the well path and allow drilling to continue to TD. On average, the operator amassed 2.7 hours of invisible lost time (ILT) on reaming for every 3,300 ft (1000 m) drilled and achieved significantly lower gross ROP—both of which increased the operator’s per-well lifting costs above plan.
Working with the operator, Baker Hughes developed an automated stringer detection service that would identify stringers earlier than previously possible to minimize local doglegs, reduce reaming time, and efficiently deliver wells to plan.
Developing an Early-Warning Stringer Detection Service
With operator input, the service provider developed an automated service that provided reliable, consistent, and early stringer detection to guide fast corrective action. The service includes an automated stringer-detection module embedded in an advanced measurement-while-drilling (MWD) sensor sub. The sub contains several dynamic sensors that collect a range of vibration and load measurements. The detection module uses a physics-based algorithm that combines two MWD measurements—tangential acceleration and dynamic torque at the bit—to calculate a value for high-frequency torsional oscillation (HFTO) in the BHA.
HFTOs are torsional vibrations with frequencies between 50 Hz and 450 Hz that only occur during bit-rock interactions in hard formations. The distinct change in HFTO response during the transition from soft formations to hard formations makes it a leading indicator for detecting stringers in real time during drilling.
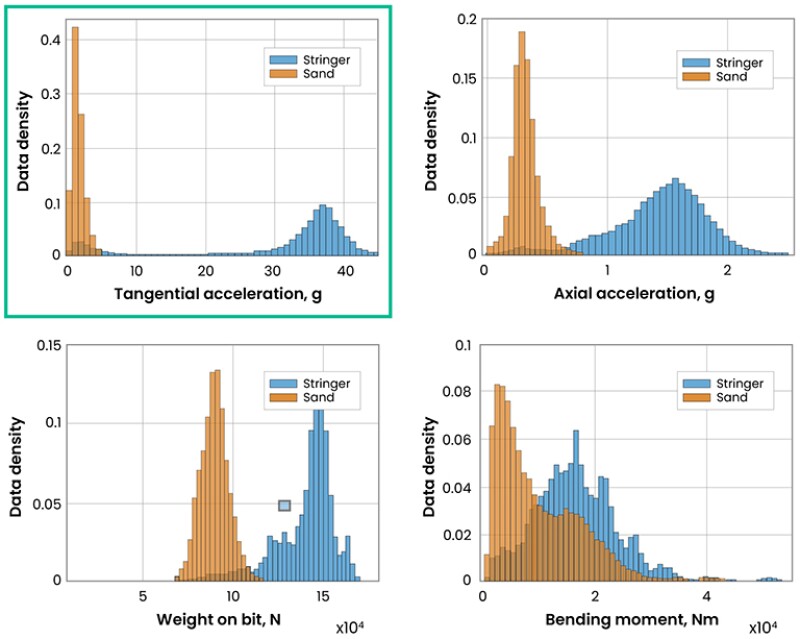
Other indicators traditionally used for stringer detection, including weight on bit (WOB) and downhole bending moment, are influenced by changes in well trajectory and drilling parameters at surface. As a result, an overlap often exists in the data distribution of these parameters between the formation and a stringer (Fig. 1). Tangential acceleration and dynamic torque, the leading parameters influencing HFTO, are not influenced by such changes. As Fig. 1 shows, the distribution of tangential acceleration shows a clear separation between soft and hard formations.
The HFTO amplitude is automatically calculated by the algorithm and compared to a maximum HFTO amplitude threshold. If the calculated amplitude exceeds this threshold, the detection service identifies a stringer at the bit. The service automatically aggregates the HFTO amplitude to a 1-bit value (stringer/no stringer) that is transmitted to surface via low-bandwidth, mud pulse telemetry. These 1-bit values are sent to surface at optimal time intervals, where they are aggregated alongside other measurements into the service provider’s proprietary, automated drilling optimization system on the rig for further interpretation and decision making. The driller sees these same stringer detection values almost instantaneously.
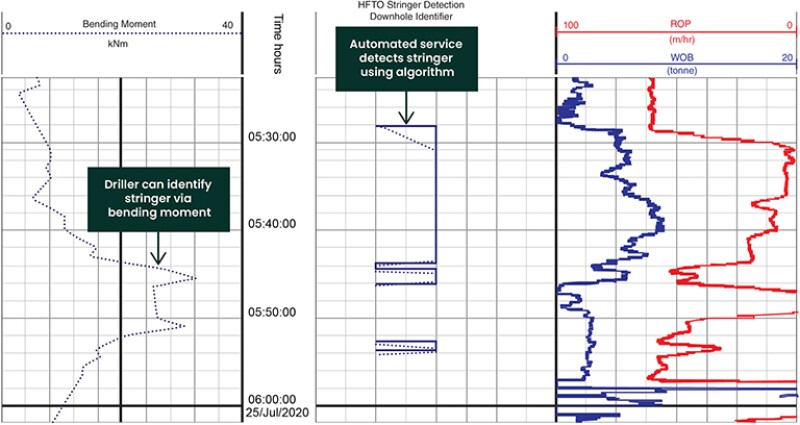
The automated service’s faster detection response is a major design differentiator from legacy detection methods. Attempting to detect stringers via surface parameters or bending moment alone, for example, requires several minutes for the response to even register in the sensor sub. The signal must then be sent to surface and analyzed before a notification is sent to the driller—adding several more minutes to the process (Fig. 2). During this time, a slight deflection can become a more severe dogleg that requires a reaming operation.
The automated stringer detection service reacts far earlier than legacy diagnostic signals and sends a simple, single signal indicating a stringer. The driller then sends commands to the rig control system to change parameters such as WOB and revolutions per minute (RPM). These changes allow for more efficient drilling through the stringer, while avoiding excessive local doglegs that add ILT and limit gross ROP.
Detecting Stringers Early Avoids Hours of Reaming ILT
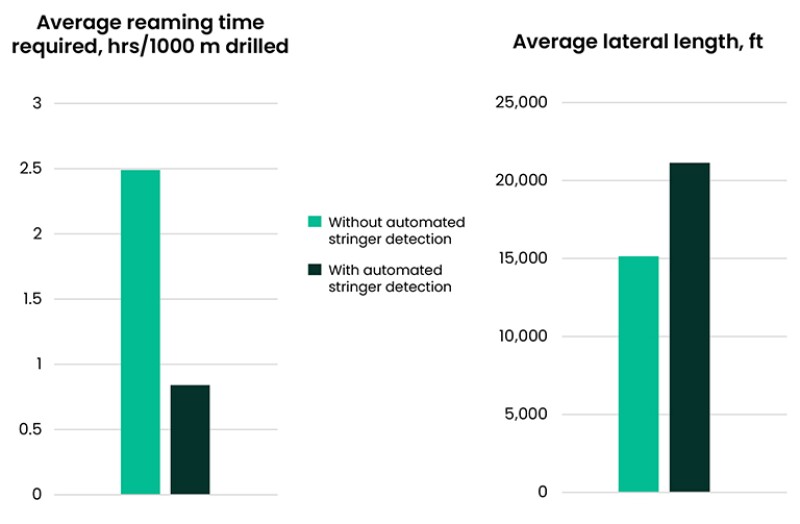
The operator deployed the new automated stringer detection service to drill nine 8½-in. lateral sections and compared the results with previous laterals drilled using conventional stringer detection methods (Fig. 3).
The first offset lateral drilled without the service recorded 5.14 hours of reaming ILT per 1000 m of lateral. The operator made several procedural changes to improve the drilling team’s awareness of stringers, which helped reduce reaming ILT to an average of 2.7 hr/1000 m. Eventually, no further performance gains could be achieved with the process improvements alone, and ILT values on subsequent laterals plateaued.
On its first lateral, the automated service delivered reliable stringer detection, allowing the drilling team to quickly implement its stringer drilling plan with predetermined values for WOB and RPM. Earlier stringer detection and corrective action translated to fewer doglegs and a significant drop in ILT to 1.06 hr/1000 m.
Other laterals using the automated service demonstrated consistent stringer detection in just 15 to 25 seconds, a fraction of the time required for traditional indicators. The average reaming ILT using the new service dropped to 50 min/1000 m, a 63% reduction compared to conventional detection methods. This translated to an average savings of half a day for every multilateral drilled with the service.
As further validation of the automated service’s ability to minimize ILT, three additional laterals were drilled without the service. These laterals recorded significantly higher ILT and reaming time, which provided additional proof of the automated service’s ability to consistently improve drilling efficiency.
Fig. 3 also shows an increase in the average length of the laterals drilled using the automated service. While the automated stringer detection service is not the only enabling factor for longer laterals, it is possible that early stringer detection helped extend the operating life of the BHA and drill bit. This is supported by examining the average lateral lengths between the sections drilled with and without the service. The average lateral length for the first nine sections drilled without the automated service was 15,138 ft (4614 m). But for the nine sections drilled with automated stringer detection, average lateral length increased to 21,129 ft (6440 m).
Advancing Toward Full Automated Control
This field trial demonstrated that the automated stringer detection service consistently provides early warning of an upcoming stringer and minimizes costly reaming operations that increase ILT. This initial success is prompting further developments that promise even faster response, improved ROP, and lower ILT.
The service provider is currently developing and testing processes that will fully integrate the stringer detection service with a drilling contractor’s automated drilling control system (ADCS) on the rig. This development will shift the service from an automated monitoring and alarm system to a true advisory service that guides the driller’s actions. Rather than simply notifying the driller when they’ve hit a stringer, the service will automatically determine the changes required to RPM, flow rate, WOB, or other parameters to maximize stringer drilling efficiency. It will then automatically provide these recommended changes to the drilling team through an intuitive user interface.
In the near future, the automated stringer detection service will take full control of the drilling operation. Testing is currently underway that builds on the service’s ability to detect a stringer by automatically calculating the optimal set of parameter changes and then transmitting this information directly to the ADCS to adjust surface drilling parameters to optimize drilling through the stringer. The driller will still oversee the process and review the data as needed, but the changes will be made automatically through a fully optimized, closed-loop stringer drilling service to maximize operational efficiency while minimizing any potential delays.
For Further Reading
SPE 205993 Utilizing Downhole Sampled High-Frequency Torsional Oscillation Measurements for Identifying Stringers and Minimizing Operational Invisible Lost Time ILT by A. Hohl, Baker Hughes, et al.

Matthew Forshaw, SPE, is the digital and automation well construction business development manager with Baker Hughes. His career has spanned several operations, technology, and commercial positions, including leading the automation team that helped drill the industry’s first offshore well section using a closed-loop, controlled directional drilling assembly. Forshaw and his colleagues received a 2020 World Oil Award for developing the disruptive automation technology that made the achievement possible. He actively participates in industry groups investigating how digital, automation, and remote operations can further reduce well construction capex and emissions to meet sustainability targets.