

Reliable separation is becoming an enabling technology to help develop remote location resources and more difficult applications, such as heavy oil, produced water, sand disposal, and back-produced fluids in enhanced oil recovery. However, dealing with the challenges inherent in the design, sizing, and effective and economical operation of separators is further complicated by the lack of shared learning, fundamental research, device qualification, and an organized network to discuss common problems.
SPE’s Separations Technology Technical Section (STTS) helps to address these shortfalls by sponsoring webinars, forums, and conferences. During the 2013 SPE Annual Technical Conference and Exhibition in October, the STTS sponsored a knowledge sharing panel session on topics ranging from conventional separator design to emerging technologies. Panelists were Hans Nooijen, principal engineer of distillation and phase separation at Shell; Rombout Swanborn, chief executive officer of Renaissance Oil and Gas; Sander van Woudenberg, lead process engineer of separation systems at FMC Technologies; Luis Caires, director of research and development engineering at Cameron; and Timothy Healy, research engineer at ExxonMobil.
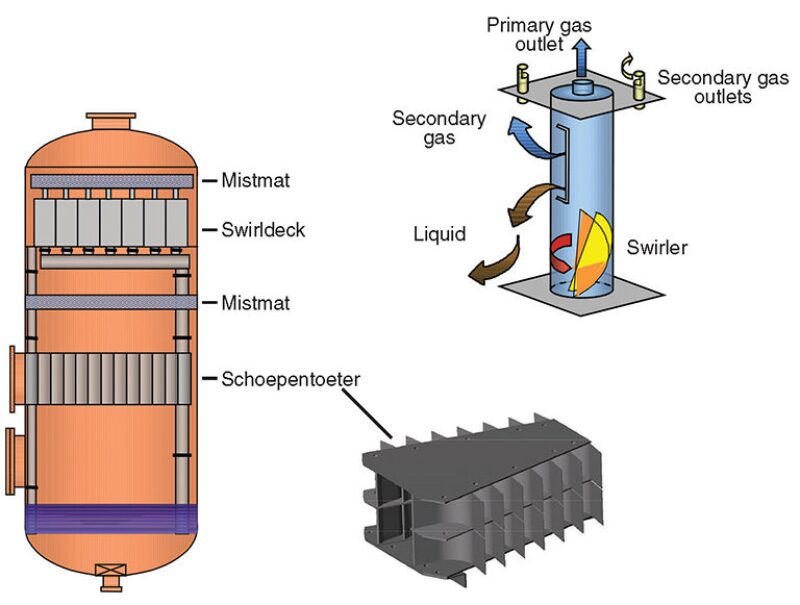
Citing work done by Shell in the North Sea, Nooijen said that the gas/liquid separators commonly used as inlet scrubbers are wire mesh demisters, vane packs, and cyclone separators. Shell’s SMS and SMSM swirltube separators served as the model for the capabilities of axial cyclone separators. The names are acronyms of the elements making up the equipment: Schoepentoeter (a vane-type inlet device), mistmat, a swirldeck, and another mistmat (SMSM) (Fig. 1). The Schoepentoeter inlet removes 50% to 70% of the incoming liquid, depending on the gas load in a vessel, and distributes the gas over the vessel cross section. The primary mistmat or meshpad acts as a coalescer at high gas loads, agglomerating the liquid droplets coming from below, and facilitates their removal in the downstream swirltubes.
For application to bulk gas/liquid separation, in which generally not more than 95% of the liquid must be removed from the gas stream, the Schoepentoeter is a proprietary feed inlet vane device used for introducing gas/liquid mixtures into distillation columns or gas/liquid separators. Its main functions are to separate the liquid from the gas and to distribute the vapor in the gas compartment of the column.
The device slices up the mixed-phase feed into a series of flat jets by means of properly distributed and oriented vanes. The jets dissipate a large part of the kinetic energy because of the vanes, so that the vapor enters the gas compartment of the column in a smooth and uniform manner. The vanes also provide the mixed-phase feed with centrifugal acceleration to promote and/or enhance the separation of the liquid from the vapor—otherwise possible only by gravitational force.
Describing Shell’s testing of three cyclonic separators in a gas plant, Nooijen said that during gas transport, the higher velocities that occur as the gas moves from higher to lower pressure result in decreased efficiency in cyclonic separation. High-liquid loads are affected by re-entrainment, and the rate of re-entrainment scales linearly with increasing gas volumes.
In designing cyclonic separators, Nooijen offered the following general guidelines:
- Design separators and cyclones conservatively for pressures less than 80 to 100 bar
- Base the design on representative tests of the expected operating conditions
- Liquid re-entrainment from film determines the maximum cyclone capacity
- The pipe layout is critical to the design and operation of a separator. A straight pipe inlet is ideal (but rarely occurs)
Trends in the Application of Compact Inline Processing
Related Article Topside Processing Plants Go Compact on FPSOs |
The efforts to improve separation require an expanded view of technologies and expertise, Swanborn said. “Many questions remain about things we should know by now. We should use our scientific capabilities to get a much better understanding of separation and use that to come up with robust design rules. At the same time, the separation community can try to look a bit over fences to gain additional knowledge. We should realize that technology has moved farther than the technology we already used 20 years ago and that we might have a whole new suite of technical capabilities to overcome many of the problems being discussed today.”
Swanborn presented the breakdown of the costs of separators, based on the types of internals used:
- Classic low-cost internals—85% of these separators are designed by engineering, procurement, and construction contractors. A separator weighing 150 tons costs about USD 1 million, of which USD 100,000 is the cost of internals.
- Classic advanced internals—usually designed by a specialist company. A reduced vessel size weighing 80 tons costs about USD 750,000, of which USD 300,000 is the cost of internals.
- Compact (inline) separation—designed by a specialist company. No vessel is needed. Weight of a system is about 15 tons and costs about USD 500,000.
Advances in separation technology have the potential to decrease capital (Capex) and operating (Opex) expenditures, while increasing production and enabling the development of frontier fields. In some cases, compact equipment will be a deciding factor in whether a frontier field can be developed. ASCOM, a sister company to Renaissance, forecasts a shift toward more compact separation, beginning with hybrid systems, within the the next 5 to 10 years, Swanborn said.
The application of compact inline separation technologies is becoming popular in debottlenecking the production of mature fields, such as in the Middle East and Latin America. The applications have taken place on a component basis (versus the widespread use of process systems fully consisting of compact components) to treat the increasing water production from the fields, prevent flaring of low-pressure waste gas, or reduce the backpressure of the processing system.
Swanborn and Egwim (2011) pointed out that as oil fields mature, wellhead pressure will decrease and, in general, sand, water, and gas production volumes will increase—placing a higher load on the separation/processing facilities. Although the operating principle of classic separators is based on the separation of immiscible phases under the influence of gravity on their density differences, it leads to bulky and heavy equipment. Extensive use of chemicals is often required, adding to the high Capex and Opex costs. Consequently, the production of mature fields becomes uneconomical, especially in remote locations. Production is stopped at less than 50% reservoir recovery rate, depending on reservoir properties and facilities selected.
Swanborn said, “Up to now, the design of compact inline separation equipment has a ‘high black magic character.'” Design rules rarely exist to accurately predict the performance under different operating conditions and for different geometrical parameters, of which there are more than 2,500, he said. Until the performance characteristics and design rules for individual components become fully mapped, assurance gained through the familiarity with conventional process systems is often preferred by the operator.
In some cases, the robustness of systems based on compact process components is insufficient to handle transient operating conditions. Swanborn and Egwim said this is because of insufficient turndown characteristics of the individual components, which can lead to the overdesign of a system, thereby adding complexity. Another factor is the lack of control systems that are adapted to the fast reaction times required by the reduced residence times in compact process equipment, especially when transient operating conditions, such as slugging, are expected.
To eliminate the uncertainties about inline process systems, Swanborn said that Renaissance is establishing a realistic scale high-pressure full hydrocarbon flow loop, development of more robust equipment with a wider tolerance for variations in operating conditions, and the possible use of pipe flow simulation models in real time.
CFD Modeling in Separator Design
Although computational fluid dynamics (CFD) is acknowledged as a potentially powerful tool in separator design, Healy said, “It is only a tool. Human nature tends to have us jumping on the bandwagon, but often the review of the results is being done by someone who doesn’t know what he/she wants or what he/she is looking at.”
Caires emphasized that even if properly executed and validated with real data, CFD by itself will not provide understanding. CFD tools and many design tools produce results that require interpretation using critical thinking. “The questions remain about how to make it work. It is necessary to analyze what the meaning is of the modeling. It is up to us to understand the modeling and combine it with our knowledge and experience to design a separator to accomplish our goals."
Van Woudenberg highlighted some of the challenges in using CFD:
- For modeling oil, gas, water, and sand, difficult phenomena occur which cannot at all times be well described with one model. How do you describe the liquid volume fraction in gas/liquid separation? Deciding on the choice of model requires an understanding of the reason for its selection. Is a specific model appropriate, and if so, for what reason? Can CFD deal with emulsion and its behavior in separations? Which multiphase models can describe the behavior of oil, gas, water, and sand and their interactions? There should be clear guidelines about what type of CFD modeling to use, how and when it will be used, and the value of its use.
- To what extent should CFD be used if detailed validation is not a standard requirement in the industry? Should validation always take place for the separation challenge at hand? If a separator is intended for liquid/liquid separation, should that aspect specifically be modeled, or should all phases be studied?
- To what extent can the CFD user compromise the assumptions to validate the CFD model with experimental data? Can the majority of the numbers at hand be eliminated, or should every possibility be modeled?
Van Woudenberg said, “There should be something in the middle that’s going to work and we need to strengthen the link between CFD and experiments to build an industry standard with added value.”
Healy shared his perspective from working in an ExxonMobil group to develop solutions for “steel that has already been planted.”
“We often don’t have the luxury of vigorous validation of the CFD model, and we pursue a route of verification, which I refer to as the ‘eye doctor’ simulation in the sense that you take a consistent set of physics and you simulate conditions A and B, then ask, ‘Which is better: A or B?’”
Healy’s view of the power of CFD is to serve as a lamppost to inform the fluid dynamics experts within the organization and to serve as a lamppost to the process owners. “We use CFD as a tool to guide us in developing solutions and we engage the process owners at all times,” he said. “For low-consequences work, it’s sufficient to do the eye doctor test. The key is to concentrate on the essence of the problem and not get bogged down with thinking that everything needs to be simulated. We try to use our CFD to cut to the heart of a problem to deliver solutions in an economic way that doesn’t cost the customer a lot of money in terms of consulting time or in the creation of a severe bottleneck in project progress.”
For more information about SPE’s Separations Technology Technical Section, visit http://connect.spe.org/SeparationsTechnology/Home/.
For Further Reading
OTC 21615 Accelerated Production and Increased Recovery of Remote (Offshore) Mature Fields Through Novel Methods to Design and Operate Surface Production Facilities by R. Swanborn, Renaissance Oil & Gas, and R. Egwim, Shell Nigeria E&P.
