

Composite materials can offer technologically viable and cost-effective solutions for the production of highly corrosive fluids in very deep water, although there is a need to access the key issues of durability and integrity assurance of these components. Research in this area seeks to address their safe use during the operating life of production systems. This paper gives an overview of ongoing research activities on the subject of offshore use of composite flowlines, risers, and topside piping.
Introduction
The operator developed a plan to deploy an instrumented composite drilling-riser joint in different positions along a drilling riser operating at a given platform. The idea was to submit the composite joint to different load levels—dependent on the position of the joint alongside the riser—and by doing so address its structural behavior in a real operational environment. In the meantime, the operator also followed the development of composite wires for tensile armors of flexible unbonded risers, research newly spurred by the presalt scenario with its deeper waters and very corrosive fluids. At the same time, the idea of using thermoplastic-composite bonded pipes became a reality through the studies and efforts of companies new to the offshore pipe market.
Drilling and Workover Risers
The additional advantages of composite materials for these applications are the reduced buoyancy needed because of their low submerged weight and the inherently good insulation properties. For a given tensioner capacity, the rig maximum operating depth is increased. New rigs designed to use composite drilling risers will require smaller tensioners. Besides, a drilling riser is retrieved every time a well is completed, allowing for frequent inspections of the structural integrity of the riser. Production risers are even more demanding because they are supposed to be installed and left in place for 20 years or more.
In 2001, a 21-in.-diameter riser joint was intended to be deployed in 700-m waters offshore Brazil by a drilling platform. The 25-ft-long joint was to be monitored with strain gauges in order to measure the loading imposed on it at different positions along the riser, with at least one gauge located near the center and another close to the top. The bending moments and top-tension histories were to be compared with the design-limit values. Laminate strengths were stress levels above which 90% of a test population fails within a 95% confidence level. These strengths were further reduced by 25% from autoclave-cured properties to account for the filament-winding process. The resulting values were finally reduced by 50% to consider hot/wet scenarios. There was a total strength reduction of 68% in relation to the properties measured soon after cure. The failure criteria were maximum fiber tensile and compressive stresses, considering a safety factor of 2.0. The design basis of the joint was 1.5 million lbf of axial force and 3,000-psi internal pressure. (For a discussion of other efforts involving composite risers, please see the complete paper.)
Composite Catenary Risers
In a project conducted by the operator and a national Brazilian university, the major task was to evaluate the technical viability of composite risers in a catenary arrangement substituting for steel catenary risers. Also called hybrid catenary risers, they have the same basic design as the composite drilling riser. The only difference is that, in catenary risers, the diameters are smaller, generally approximately 10 in. They are applied as alternatives to flexible risers in production, export, or injection lines.
A preliminary analysis was performed, with local and global approaches. Initially, the local analysis verified the strength and stability of the composite joint submitted to internal and external pressure and an estimated axial force. This latter has to be estimated because the internal forces of the riser depend on applied loads, self-weight, buoyancy, and physical properties that are known only if the layup of the section is already defined. After this preliminary evaluation, the global analysis was accomplished by riser-analysis software. The analysis considered the more-critical top and bottom regions, as well as the central, midwater portion of a catenary riser. One interesting result was the stress-stiffening effect caused by the large lateral displacement during the far position of the riser, indicating an alternative way to reduce the deflections of a composite riser by increasing the top angle. Another main objective of the study was to evaluate the fatigue life of joints placed at the central portions of the riser. The simulation showed that the composite joints developed smaller stress ranges than the equivalent steel joints. Given the fact that composite materials have generally good fatigue performance, this was a very interesting outcome of the analysis. On the other hand, at the critical joints—the touchdown point and the connection to the platform—the stress ranges increased, pointing to the need to use a stress joint at those positions.
To determine the stability of the composite-riser wall against external pressure, an optimization design process was proposed in which the metallic-liner properties, the laminate-layup sequence, and the failure criteria would be varied. The water depths considered were 2500 and 3000 m, for a 10-in.-inner-diameter (ID) riser, adopting a minimum safety factor of three. The several case studies resulted in total wall thicknesses ranging from 28 to 39 mm to attain those basic design premises.
The operator is currently assembling a prototype of a composite catenary-riser joint, mostly to test in axial tensile load a metal/composite-interface design that combines pin-and-trap principles, as shown in Fig. 1 above. In order to withstand the high corrosivity of the presalt produced fluids, the internal liner can be made of a suitable corrosion-resistant alloy. Axial-force transition from the carbon composite to the metallic connectors is accomplished by winding the fibers continuously around high-strength-steel pins. Wedge geometries are also introduced to help withstand the high loads. An external steel cover is proposed to be attached to the connectors by sealing welds in order to isolate the composite material completely from the sea environment.
Composite Unbonded Flexible Risers and Flowlines
There are currently several initiatives concerning the introduction of composite materials into different layers of unbonded flexible risers and flowlines, through internal developments of suppliers and through joint-industry projects (JIPs), driven by the fact that metallic structural materials are reaching their capability limits with the ever-increasing water depths of offshore production scenarios. The combination of ultradeep waters and corrosive carbon dioxide and hydrogen sulfide environments led to the use of steel with reduced mechanical properties, resulting in high top tensions and demanding fatigue performances. Alternatively, carbon-fiber composites have high specific strength and very good corrosion and fatigue resistance.
The operator is also investigating designs that aim to substitute all or most metallic layers of production pipes by thermoset-composite alternatives. However, before these projects enter the prototype-testing phase, the objective is to qualify the combination of fiber and thermoset matrix that is capable of withstanding the wet/hot-aging process associated with the operational environment of the flexible-pipe structure for the proposed design life. The materials are being verified to maintain properties at necessary levels over the service life after being subject to the manufacturing processes employed in making the pipe layers.
Composite Bonded Flexible Risers and Flowlines
Over the last 5 years, new players have entered the composite-flexible-riser arena by developing specialized manufacturing techniques for another class of composite materials, those with thermoplastic matrices. The matrix has to be melted in order to impregnate the fibers, leading to the need for heating and good control of temperature, making the manufacturing process more complex and more expensive.
Once those issues are addressed, however, these polymers deliver the necessary properties for a flexible-pipe application, especially those involving high ultimate tensile strains. Furthermore, thermoplastics have been used as protective and sealing barriers for unbonded flexible risers and flowlines since the introduction of this pipe technology, so their behavior when in contact with the usual production fluids is well-researched and -understood.
Another important aspect of this alternative is that the pipe constitutive material is monolithic, which makes the pipe geometry easier to design when compared with the unbonded construction. The composite wall of the pipe results in a flexible structure, given the more elastic nature of its matrix.
Note must be made of the limitation on the minimum bending radius (MBR) of the pipe, introduced by low-angle reinforcing fibers in bonded constructions. This can be compensated for by laying the fibers with high angles to the pipe axis, but there is a limit to that solution, given the need for reinforcement along the pipe axial direction. This is a significant drawback to the bonded-pipe design, because a more-cost-effective bonded-flexible-pipe design would have MBR requirements similar to those of the unbonded constructions and thus would not require great modification of the infrastructure already put in place for the handling of flexible pipes.
One combination yet to be tried is to substitute the carcass, fluid barrier, and interlocked pressure armor of a conventional flexible riser with a thermoplastic-matrix-composite bonded pipe, much simpler and able to be bent to smaller radii because of the high axial angle of the fibers, together with thermoplastic tensile unbonded wires, thus providing the necessary flexibility. This would have the added benefit of enabling more-reliable end fitting connections by simply remelting and cooling the matrices inside the connector body.
For a detailed discussion of a related JIP in which the operator participated, as well as a proposed JIP, please see the complete paper.
Topside Composite-Pipework Connections
An application that is not exactly connected with composite risers and flowlines but displays some similarities is that of composite glass-reinforced-plastic topside production pipework, normally made from glass-reinforced epoxies. The material is not the issue of concern, but rather the piping-connection systems. The operator has experienced some unexpected and quite concerning bonded-joint issues at production platforms and has decided to avoid that kind of connection, allowing only butt-and-wrap alternatives. It is argued that the problem is related to training of pipework-assembly personnel and that a well-assembled bonded joint would deliver the required performance. In order to address this issue, some internal investigation was performed, first in terms of fatigue behavior.
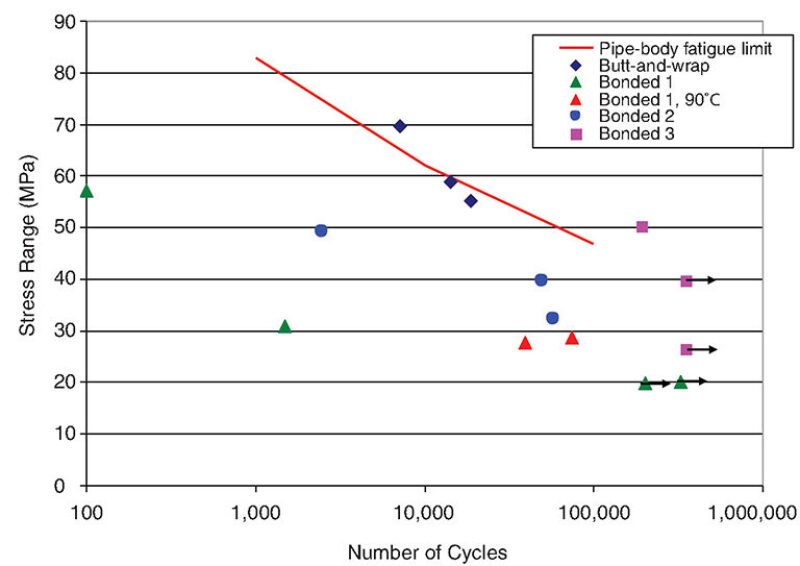
The purpose of the test was to submit the spool connections to fatigue, simulating the dynamic loads imposed on the pipework of an offshore floating platform. The pipes tested had 10-in. ID, which is an average figure for this type of application. The internal pressure was 8 bar, and some tests were performed at an inside-the-pipe water temperature of 90°C, provided by electrical heaters. The load frequency was one cycle every 4 seconds, and the test was interrupted if any pressure loss was detected, indicating through-thickness cracking, either at the connections or at the pipe body. Four different suppliers were tested, three with bonded connections and one with a butt-and-wrap alternative.
Fig. 2 displays the fatigue-test results in terms of a graph of stress ranges vs. the number of cycles. There were four runouts. The red line corresponds to the fatigue limit of the pipe body, where loss of pressure is attributable to the weeping caused by coalescing microcracks. It is evident that the butt-and-wrap connections performed well, as did one of the bonded alternatives.
This article, written by JPT Technology Editor Chris Carpenter, contains highlights of paper OTC 24049, “Strategy Concerning Composite Flowlines, Risers, and Pipework in Offshore Applications,” by Luiz C.M. Meniconi, Walter Carrara Loureiro Jr., Fernando Costa dos Santos Jr., and Carlos Cunha Dias Henriques, Petrobras, prepared for the 2013 Offshore Technology Conference, Houston, 6–9 May. The paper has not been peer reviewed. Copyright 2014 Offshore Technology Conference. Reproduced by permission.