
Gas production in the South China Sea has seen an increasing trend of pipelines operating in high-pressure, high-temperature (HP/HT) conditions. This has led operators to look beyond the conventional stress-based design and move into strain-based design using the lateral-buckling-design approach. This paper presents both construction challenges and operational works post-startup, aiming to provide operators with cost-effective construction solutions and a risk-based maintenance philosophy when considering lateral-buckling design.
Introduction
Lateral-buckling design is a strain-based design that allows the pipeline to expand laterally at designated locations in a controlled manner. This allows the pipeline to relieve its thermal expansion by lateral movement rather than being axially restrained (i.e., through trenching and burial).
As with any unconventional methodology, such design has certain limit states that require careful consideration. These limit states include local buckling, low cycle fatigue, fracture, and pipeline walking. These limit states are addressed during the design phase, except for fracture, which is addressed during the construction phase. During operation, these limit states are also monitored periodically to ensure that design thresholds are not exceeded.
Construction Challenges and Solutions
Initiation Method. Lateral-buckling design requires suitable initiation methods to ensure that the planned lateral buckles for a pipeline are initiated at the designated locations during startup. The initiation methods are typically executed during the pipeline installation itself rather than before or after the installation. It is therefore important that the initiation method be as practicable as possible for construction, and also effective, to guarantee the success of the lateral-buckling design.
The purpose of an initiation method is to provide a low critical buckling force at the designated location, thus providing a higher probability that the planned buckle will initiate at the location intended. This can be achieved by creating an artificial imperfection either vertically or laterally on the seabed. One of the most frequently used methods, which combines both vertical and lateral imperfections, is the zero-radius-bend (ZRB) with buckle-trigger method.
The ZRB does not literally mean that the pipeline curvature is zero radius, but rather that the radius is infinitely small. Unlike conventional route bending carried out by a pipe-lay barge, the pipeline curvature is executed with a defined radius, whereas the ZRB requires only that the barge changes its approach at a certain angle. During such operations, the pipeline inevitably touches the vertical pole on the buckle trigger, supporting the pullover. Fig. 1 shows a buckle-trigger structure used to elevate the pipeline vertically and to aid ZRB execution.
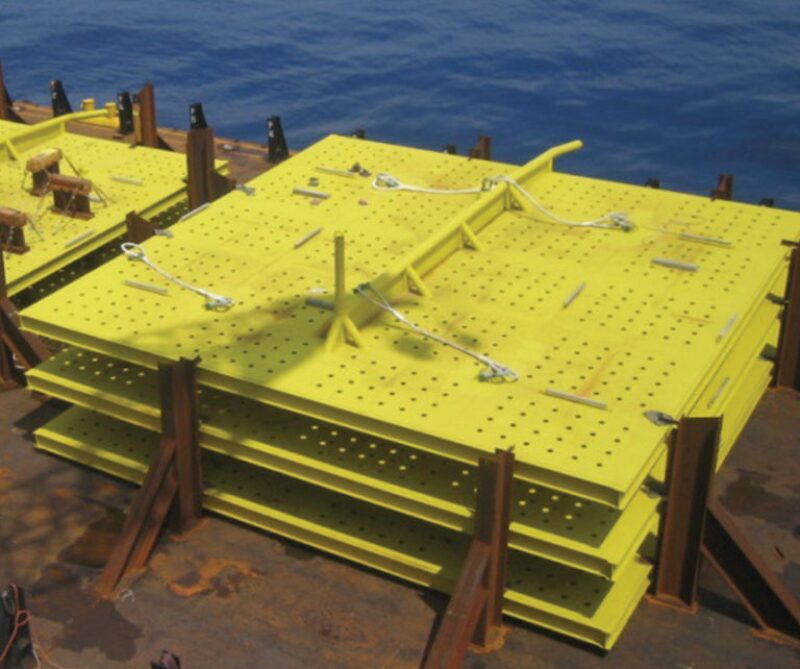
The installation of the buckle-trigger structure takes place during the pipeline installation itself. On the basis of internal field-installation data, the shortest time to install the buckle-trigger structure is less than 6 hours, while the ZRB was executed within 10 minutes of barge time. This is significantly lower than the 5 days of barge time needed for midline expansion-spools installation to absorb thermal expansion.
All the initiation methods for these pipelines were executed successfully during construction. The reasons for Pipelines 102 and 107 (see complete paper) to have more and fewer buckles, respectively, were the result of design issues rather than construction.
Engineering Criticality Assessment (ECA). The strain resulting from lateral buckling in the pipeline can be as low as 0.4% or as high as 2.25%. An ECA is subsequently required to assess the weld fracture caused by operational strain and fatigue. This assessment calculates the maximum allowable critical flaw size, which is an alternative nondestructive-testing (NDT) welding-acceptance criterion for the girth welds of the pipeline.
In general, the welding-acceptance criteria for lateral-buckling-designed pipelines may be more stringent in relation to workmanship criteria subjected to the operational loads.
Automatic Ultrasonic Testing (AUT). The key advantage of AUT over the conventional NDT using radiography testing (RT) is its capability to measure flaws in both height and length, while the latter can measure flaw length only. An internal study was carried out to compare the pipe-lay rate achieved for two pipelines where RT-based and AUT-based acceptance criteria, respectively, were applied.
Maintenance Challenges and Solutions
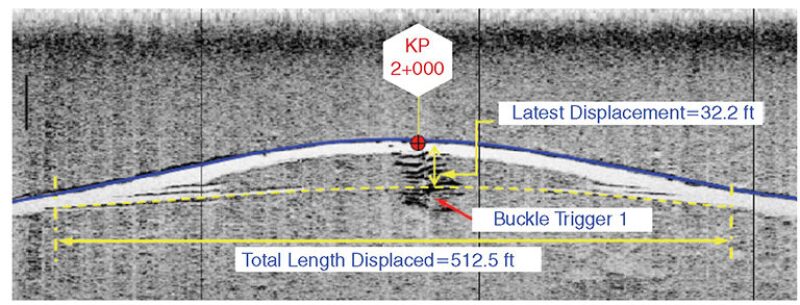
Routine Practices. A post-startup survey using side-scan sonar (SSS) is normally carried out as soon as the field production reaches steady state (i.e., minimal flow-rate fluctuation). This should ideally take place within 3 months of startup. The purpose of this survey is to verify and confirm that the planned buckles have mobilized at the designated locations and that no unplanned buckles have occurred. Fig. 2 presents one of the planned buckles for Pipeline 109 after startup. The survey also provides a good estimate of the buckle size and configuration for integrity monitoring. On the basis of internal observation, the affected length of a thermal buckle is normally within 200 m.
The post-startup-survey result is also used as an input to the post-startup assessment. This fit-for-purpose assessment establishes the condition of the pipeline as a baseline comparison for the remaining life of the pipeline. Although it is not a mandatory assessment, such assessment validates the pipe/soil interaction locally, verifies the initial strain level of the buckle, and provides an estimate of the potential capacity of the pipeline for a wider operating envelope in the future.
After the post-startup survey is carried out, any subsequent surveys using SSS and remotely operated vehicles (ROVs) should adopt the frequency of any conventional stress-based pipelines. Additional surveys may be required subject to risk-based-assessment results. The results of every subsequent survey should be compared with previous survey results.
Axial creep, or pipeline walking, may occur over time. Where pipeline walking is anticipated during design, it is important to establish the means of measuring the pipeline walking to ensure that the expansion spools at the tie-in location are not overstressed.
Low cycle fatigue does occur during a change in the operational condition (i.e., when the pipeline cools down during shutdown or heats up during startup). The transient temperature and pressure along the pipeline will influence the buckle movement. During design, the overall field-operation philosophy would indicate the quantity of startups or shutdowns anticipated. For Pipeline 107, one startup and shutdown cycle per month was estimated for the design life.
Risk-Based Assessment. Risk-based assessment is carried out annually to ensure that the limit states of the lateral-buckling design are within the design threshold. There are cases where additional survey or fit-for-purpose assessment is required. This subsection describes some of the work that was carried out internally.
After several years in operation, Pipeline 103 was reassessed to investigate the feasibility of increasing the production throughput from 650 to 720 MMscf/D. Finite-element analysis (FEA) was used to verify the in-situ stress and strain of the planned buckle by matching the buckle profile from the SSS survey and the concurrent operating throughput of 615 MMscf/D.
Once the buckle profile is matched with operating conditions, the buckle profile is predicted for the worst case (720 MMscf/D and design temperature of 96°C). This assessment concluded that all the planned buckles have sufficient capacity for a higher throughput of 720 MMscf/D.
Pipeline 107 has only four initiated planned buckles, while two planned buckles were not initiated. Such findings were observed through the post-startup survey. The original design temperature of Pipeline 107 was 110°C. During startup, the operating temperature increased to 118°C at 165 MMscf/D. Because of this, the flow rate had to be decreased to 100 MMscf/D to control the inlet temperature of the pipeline. The actual pipeline throughput capacity is 200 MMscf/D.
A fit-for-purpose assessment using FEA was carried out to investigate the two planned buckles that did not mobilize and to assess the design capacity for higher pipeline-inlet temperature. First, the overall temperature profile along the pipeline was validated against available operating data using PIPESIM. Using the same PIPESIM model, the predicted temperature profile at 200 MMscf/D was obtained. It was noted that, in operating conditions at 100 MMscf/D, the last two planned buckles were both located where Pipeline 107 has cooled to ambient temperature.
Before the buckle-trigger and ZRB method was introduced, a sleeper was used as an initiation method. During one of the routine SSS surveys, a foreign object was found on Pipeline 101. An ROV was deployed immediately to investigate the object seen in the SSS survey. It was confirmed that the object was the sleeper used for Pipeline 101. It was suspected that trawling activities in the vicinity may have caused the sleeper to move on top of the pipeline, especially given the sleeper’s small footprint. Since this finding, all the sleepers for Pipeline 101 were removed immediately without any shutdown.
Conclusions
On the basis of the findings presented in this paper, it can be concluded that lateral-buckling design is a cost-effective solution in addressing HP/HT pipelines for both construction and maintenance in the South China Sea region. Four new lateral-buckling-designed pipelines are currently under construction.
This article, written by JPT Technology Editor Chris Carpenter, contains highlights of paper IPTC 17181, “HP/HT Pipelines Designed for Lateral Buckling in the South China Sea,” by H. Brian Skeels, Kwok Lun Lee, and Anand Venkatesh, FMC Technologies, prepared for the 2013 International Petroleum Technology Conference, Beijing, 26–28 March. The paper has not been peer reviewed. Copyright 2013 International Petroleum Technology Conference. Reproduced by permission.