
Despite a short 18-month planning time and very limited geological data, the TTD-1 high-pressure/high-temperature (HP/HT) exploration well in East Malaysia’s Block SK was drilled successfully to its technical limit by adopting innovative practices. Various technical challenges were overcome, including an abnormally steep pressure ramp, high overbalance, and high temperatures.
Introduction
Malaysia has a relatively low number of offshore HP/HT wells drilled by various operators since the 1990s. In the last few years, a series of successful HP/HT discoveries has prompted operators to focus on this area. The major domestic operator began its first HP/HT exploration drilling in 2008.
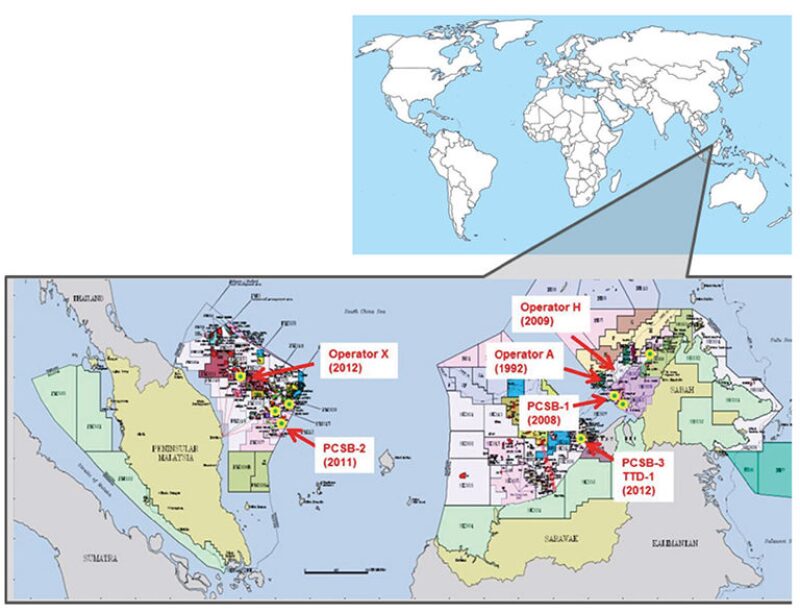
In the 2012 HP/HT exploration campaign (Fig. 1), the operator of East Malaysia’s SK Block and their partners successfully drilled an HP/HT reservoir at a depth of 4830 m. TTD-1 was the deepest well of its kind drilled by this operator in Malaysia. The undisturbed-pore-pressure estimate was approximately 14,000 psi, with a maximum temperature of 325°F. Significant gas was discovered throughout the target reservoirs.
TTD-1 was the second well drilled in the two-well HP/HT campaign in 2012. The well was spudded on 7 May 2012 and plugged back on 5 November 2012. The well was successfully production tested in both the normal and HP/HT reservoirs.
Well Challenges and Mitigation
This section outlines a number of the -issues faced in the drilling of this well. For a full discussion of these issues, please see the complete paper.
Unreliable Offset-Well Data in HP/HT Section. The availability of reliable data up to the start of pressure ramp helped the planning of the non-HP/HT section. For the HP/HT section, there were no data in any of the surrounding wells that could help in modeling the pore pressure and fracture gradient as inputs for well design. The key challenge was in understanding the overpressure mechanism.
To reduce the uncertainty of pore-pressure estimates derived from seismic, another pore-pressure study was conducted on the basis of statistical analysis of regional data provided by the block partner. This resulted in a revision to the pore pressure and fracture gradient late in the planning cycle. The last revision was made after oil-country-tubular-goods material had been ordered. The team had to redesign and optimize the casing scheme a few months before spudding because higher pressures were anticipated.
Steep Pore-Pressure Ramp. In the initial planning phase, the worst-case pore-pressure ramp was prognosed to be 5 psi/ft. This was later revised to 15 psi/ft. The most critical task in the execution of the well was optimally setting the 9⅞-in. casing. It has to be set as deeply as possible into the steep ramp without accidentally penetrating the HP formation, which exceeded the design limit of the 13⅜-in. casing and kick tolerance.
Ideally, formation pressures are taken while drilling by use of a tool in the drilling assembly. This strategy was not adopted on this well because experience on the preceding well showed that the sands were so tight that the tool’s limits were exceeded.
For this well, the strategy was to acquire pore-pressure data with electric-wireline logging. One main disadvantage of this approach was the higher risk of differential sticking with the logging tool. The overbalance at the top part of the ramp was so high (2,700 psi) that the stationary time during pressure measurements had to be limited to avoid getting stuck. The other disadvantage was extra rig time, because drilling had to stop to allow wireline-logging operations to be conducted.
In reality, the ramp was even higher than predicted. The actual pressure increase was up to 17 psi/ft. On the basis of this trend, a schedule of mud-weight step-up was followed to proactively counteract the pore-pressure increase, which was almost 1,600 psi per drilling stand. The mud weight was increased before drilling each stand such that the minimum overbalance could still be maintained at the end of the stand, assuming that the rate of pressure increase remained the same.
High Mud Overbalance. As a result of the pressure ramp, the risk of differential sticking was high in the 12¼- and 8½-in. sections because of overbalance pressures of 2,698 and 3,668 psi, respectively. The casing design not only had to account for the maximum loads imposed but also had to manage the high overbalance. It was earlier planned to add an additional casing across the pressure ramp in the form of an expandable liner to fit in the original casing set. However, because of concern about the expandable liner’s reliability, the team decided to optimize the 9⅞-in.-casing setting depth. There was an option of using a 7-in. liner if the 9⅞-in.-casing placement proved detrimental to the rest of the section.
In terms of mud treatment, two mitigation measures were put in place to minimize the risk of differential sticking. First, the mud was treated with bridging materials before penetrating the formations. The bridging materials were sized with respect to the pore-throat size of the formations, and the active mud was checked regularly with a permeability-plugging apparatus using the appropriate ceramic aloxite disk to match formation permeability. Second, the HP/HT fluid loss was tightened to less than 3 cc to prevent seepage loss and the buildup of a thick filter cake.
HT. To ensure that the drilling fluid remained stable under the HT condition, an extensive laboratory qualification testing was carried out to determine the optimum range of synthetic-based-mud properties with n-alkane base fluid. The testing was performed at various mud weights and temperatures, with 18.2 lbm/gal and 370°F being the maximum mud weight and estimated bottomhole static temperature, respectively. The base fluid was tested to ensure that there was no cracking or change in properties at the expected maximum downhole temperature of 370°F.
The surface mud weight in HP/HT drilling varied with changing circulating temperature. The concept of using a standard temperature for surface mud weight was adopted. This concept correlated surface mud weight with equivalent downhole mud weight. With the help of accurate hydraulics-modeling software, a temperature-vs.-mud-weight chart was plotted to control surface mud weight to achieve a constant hydrostatic mud pressure under the geothermal temperature gradient.
Innovative and Best Practices
For a complete discussion of best practices used on the well, please see the complete paper.
Simplified Well Design and Architecture. The simplest-possible-design approach was adopted. Where possible, standard casing and hole sizes were used; the use of proven standard-sized tools allowed avoidance of hole-opening tools, which carry their own risks. Only the contingency hole sizes were nonstandard, but they had been used on a few wells, so they were not completely unfamiliar.
From top to bottom, the primary casings include a 30-in. conductor, a 20‑in. surface casing, a 13⅜-in. intermediate casing, a 9⅞-in. production casing, and a 7-in. production liner. This casing-string type was accepted as a generic design for all HP/HT-designed wells during the period. High overall body-yield strength and high compression ratings are the key selection criteria on this exploration well.
Back-to-Back HP/HT Drilling Sequence. As the second well in the sequence, TTD-1 benefited from lessons learned on the first well. Extensive after-action reviews were carried out on the first well by several workshop sessions involving various service providers. The lessons learned (optimizing the managed-pressure-drilling application to maximize the drilling depth, simplifying the cementing process through elimination of an auto-fill float collar, improving annulus-pressure management, and conducting mud engineering to prevent barite sagging, to name a few) were immediately incorporated into TTD-1’s well plan.
Mud Treatment. HP/HT muds are very sensitive to treatment. Consequently, pilot tests were carried out continuously on the rig to ensure that any depletion of additives was compensated for, particularly concerning the emulsifier and oil-wetting agent. The effects of emulsifier and oil-wetting-agent concentration were monitored on a regular basis. All mud treatments were performed in separate mud pits and bled into the main active pit at a controlled rate, with the mud logger’s sensors tracking both pits. There was no direct chemical addition to the active pits, and no centrifuge was run.
Underbalanced-Annular-Fluid Well Testing. For HP/HT wells, testing with an underbalanced annular fluid effectively solved the design-load limitation for a tubing-leak scenario. The use of clear brine, instead of overbalanced mud, solved the problem of pressure transmission in mud and eliminated the risk of plugging up the annulus-operated tools. The annular fluid was underbalanced by 4,180 psi across the packer.
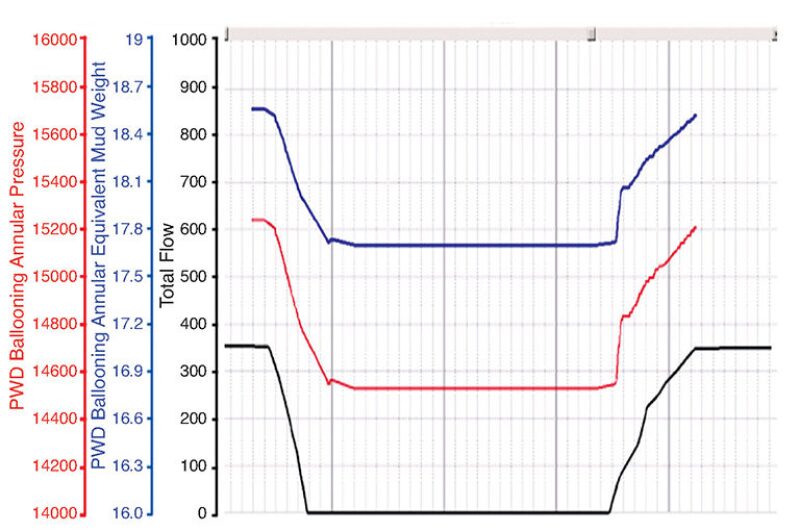
Pressure While Drilling (PWD) Optimization. The role of the PWD tool was critical in the highly challenging HP/HT section. The tool has a real-time function that calculates the average pressure in 32 seconds, and these measurements can be used for well-breathing detection (Fig. 2). Even though no clear wellbore-breathing effect was detected during this test, the tool can become very useful in wellbore-breathing-prone situations.
Lessons Learned
Even though the well proved to be one of the highlights of 2012, some key lessons learned were identified for future reference should more wells similar to TTD-1 be considered for future drilling. These include the following:
- On the basis of the cement-bond log, some gas invasion was detected behind the 7-in. liner. The slurry needs to be re-engineered for future cementing of highly pressured reservoirs.
- It was observed that the formation PWD tool was ineffective in tight reservoirs for a variety of reasons.
- TTD-1 was not designed for a hydrogen sulfide (H2S) environment, which is why a high-yield-strength casing was selected. During the first production test in the HP/HT reservoir, small amounts of H2S were detected. This was unexpected because the surrounding wells in a similar clastic-reservoir environment have no record of H2S. All future HP/HT wells across untested reservoirs will be designed for sour service.
- During drilling of the 17½-in. section, a mud motor was used for performance drilling with a polycrystalline-diamond-compact bit. During drilling, the bottomhole circulating temperature spiked to 212°F, resulting in high temperatures at the flowline. Because this abnormally high temperature affected the next hole sections, a temperature log was run to confirm the bottomhole temperature. As predicted, the actual temperature was much lower than those measured while drilling. The log showed a 50°F difference compared with circulating temperatures recorded through a logging-while-drilling sensor. It was concluded that the high temperature during drilling was induced by the high rev/min rate downhole combined with the erosive sand.
This article, written by JPT Technology Editor Chris Carpenter, contains highlights of paper SPE 166110, “Successful HP/HT Drilling Through Innovative Practices: Sharing a Case Study of a Deep HP/HT Well,” by M. Syazwan, SPE, Y. Yap, SPE, L. Umar, SPE, and M.M. Pepple, SPE, Petronas Carigali, prepared for the 2013 SPE Annual Technical Conference and Exhibition, New Orleans, 30 September–2 October. The paper has not been peer reviewed.