Savvy Separator
-
 Process design of separation internals is just one step in improving the vessel performance. Just as important are the support design and installation steps. These lessons learned help to guide good off- and on-site planning to minimize separator turnaround.
Process design of separation internals is just one step in improving the vessel performance. Just as important are the support design and installation steps. These lessons learned help to guide good off- and on-site planning to minimize separator turnaround. -
Troubleshooting and solving separation problems takes a combination of analytical tools, experience, and a knack for investigation. These 5 lessons provide a starting point for assessment.
-
Oversizing a separator ensures meeting the life cycle needs of a facility, but are we setting ourselves up for failure in the long run? With peak rates typically being short-lived at best, or at worse, well beyond actual production rates, more weight needs to be given to the tail-end of production.
-
This article highlights some of the code and registration issues the Savvy Separator engineer encounters when retrofitting a vessel with internals to improve or restore the process performance of the separator.
-
By understanding the factors involved in oil droplet coalescence, the Savvy Separator engineer can assess the operational/chemical factors in the treatment system that are affecting droplet growth and make adjustments to enhance coalescence rates.
-
In this tenth article of the series, the author focuses primarily on specific operational elements of troubleshooting rather than the mechanical design of the separator.
-
Lessons learned in debottlenecking a “dirty” triethylene glycol contactor at the ExxonMobil Upstream Research Company’s LaBarge Black Canyon Facility in Wyoming highlight the results of work performed between 2001 and 2004.
-
In this eighth articles of the series, level settings and control in gravity separators are addressed.
-
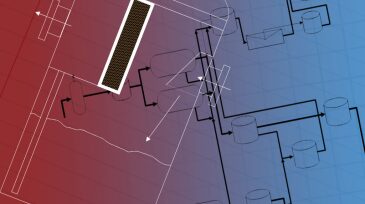
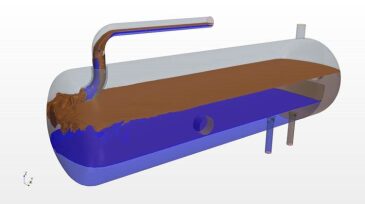
Why CFD should be part of your separator design? This goal of this goal is to allay any fears about CFD that you may have as a result of flashbacks to university class and a dizzying array of partial-differential equations.
-
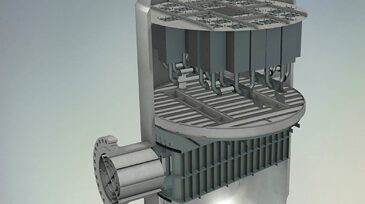
The main drivers for sizing gas scrubbers have been performance requirements, process conditions, and project specifications. However, optimizing cost, delivery times, and weight is not the same as improving scrubber performance.